- اخبار فلزات
- تحلیل و پیش بینی
- مقالات
- تالار گفتگو
- راهنمای سایت
- تبلیغات
- خرید اشتراک
- گفتگو با متال آنلاین
خوش آمدید مهمان!
| محصول | قیمت خرید | قیمت فروش |
|---|---|---|
| مس کاتد
16 دی |
1,600,000 |
1,600,000 |
| مس جهانی
16 دی |
13,243 |
13,243 |
| روی جهانی
16 دی |
3,250 |
3,250 |
| سرب جهانی
16 دی |
2,052 |
2,052 |
| آلومینیوم جهانی
16 دی |
3,114 |
3,114 |
| انس طلا جهانی
16 دی |
4,455 |
4,455 |
| انس نقره جهانی
16 دی |
78 |
78 |
| نیکل
16 دی |
17,895 |
17,895 |
| قلع
16 دی |
44,155 |
44,155 |
| نفت برنت
16 دی |
61 |
61 |
| نفت سبک آمریکا
16 دی |
58 |
58 |

بسته به این که از چه نوع گازی استفاده میکنید، مثلا TIG یا MIG و بسته به میزان ضخامت مسی که قرار است جوش داده شود، نسبت گاز و درجه حرارت تنظیم میشود.
به عنوان یک قاعده کلی، برای مسی که کمتر از 2 میلیمتر زخامت دارد باید از گاز آرگون استفاده شود و حرارت 160 درجه سانتیگراد باشد. اگر مس ضخیمتر باشد، شما باید گاز و آمپر را با اعمال هلیم و افزایش آمپر تنظیم کنید. اگر جوشکاری به نرمی انجام نمیشود، سعی کنید از گاز هلیم 100% استفاده کنید. این گاز در مقایسه با گاز آرگون قدرت بیشتری دارد و حرارت بیشتری را به مس منتقل میکند.

از آنجا که مس دارای هدایت حرارتی بالایی است، حرارت دادن و پیشگرم کردن آن در ضخامت بیش از 2 میلیمتر ضروری است.
پیش گرمایش همیشه در درجهبندیها اندازهگیری میشود و میتواند در هر جایی از ۵۰ درجه فارنهایت تا ۷۵۲ درجه فارنهایت (۱۰ درجه سانتیگراد – 400 درجه سانتیگراد) باشد.
برای پیشگرمایش کافی است مس را در یک کوره قرار دهید تا حرارت مورد نظر در مس ایجاد شود. پیشگرمایش به فلز اجازه میدهد تا بعد از جوشکاری به آرامی خنک شود که این فرآیند برای ایجاد یک جوش خوب بهترین کار است. همچنین این کار خطر ترک خوردن را کاهش میدهد.

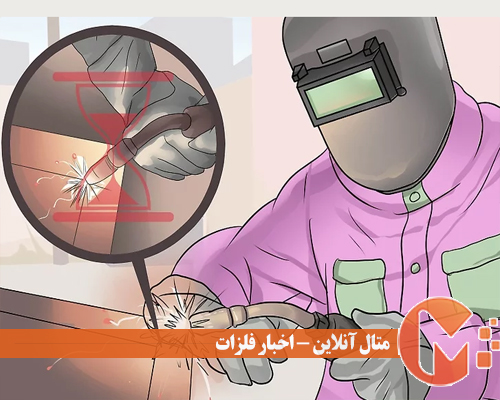
زمانیکه تمام اصول ایمنی را رعایت کردید میتوانید عملیات قوس را آغاز کنید. برای 2 الی 3 ثانیه قوس را ثابت نگه دارید تا گودال ایجاد شود. قوس در زمان جوشکاری باید در زاویهی 70 درجهای از مس باشد. قوس یک لاین یا خط الکتریکی است که بین الکترود و مواد جوش، مس را جوش میدهد.
به محض اینکه گودال پدیدار شد، به آرامی مقدار کوچکی از پرکننده را از طریق قوس به کار ببندید تا فلز جوش بخورد. حتما توجه کنید که پرکننده را به آرامی و ملایمت وارد کنید. این پرکننده حالت مایع دارد و کمک میکند تا دو فلز مس به یکدیگر جوش بخورند. انتخاب میله پر کننده بستگی به نوع جوشکاری شما دارد، در هر صورت همیشه باید از مس و یا آلیاژ مس استفاده کنید.

زمان امر مهمی در این فرآیند است. بنابراین سعی کنید سریع حرکت کنید تا یک جوش تمیز داشته باشید.
خنک کردن سریع جوش باعث میشود که جوش شما ترک بخورد یا بشکند. خنک شدن آرام و خنک شدن جوشی که پیشگرمایش هم داشته بهترین گزینه است. اگر در داخل خانه یا ساختمان جوشکاری میکنید اجازه دهید تا هوای آزاد جوش را خنک کند. زمان جوشکاری در هوای سرد، مس تازه جوش خورده را عایق کنید و رویش را بپوشانید تا ترک نخورد. سادهترین راه برای آرام خنک کردن مس، استفاده از یک روکش یا پوشش پشمشیشهایست. روش دیگر این است که دور مس کیسههای شن و ماسه قرار دهید و از افت حرارت سریع جلوگیری کنید. این نکته را بخاطر داشته باشید که هرگز نباید آب یخ را برای روی نقطه تازه جوش خورده بریزید. صبر کنید تا به آرامی جوش خودش خنک شود.
تالیف و ترجمه: پ.ز